邹军:刀具半径补偿G41G42怎么用?
有网友问:铣外圆的时候尺寸偏小了,怎么修改刀偏中的形状(D)?是填正值?

讲两点:
1, G41/G42的选择
2, G41/G42的补偿原理
一、G41/G42的选择
选择依据:
沿着刀具运动方向看,让刀具半径往左侧补偿就G41,右侧补偿就G42
举例1:

程序中指定了G41
操作者在机床半径补偿界面中输入刀具半径值(正值)
沿着刀具运动方向看,刀具会向左补偿。
举例2:

程序中指定了G42
操作者在机床半径补偿界面中输入刀具半径值(正值)
沿着刀具运动方向看,刀具会向右补偿。
二、G41/G42的补偿原理
补偿我分了三个阶段:
1,开始补偿
2,补偿状态
3,取消补偿
举例:


1,开始补偿阶段:
我们看上面程序:
N1程序段:还没开始补偿,也就是刀具中心在X=0,Y=0处(而非刀具边缘)
N2程序段: G0G41X20.Y10.D1 开始补偿
请注意:X=20.Y=10.是刀具一边缘的坐标点(而非刀具中心的坐标点),开始补偿了;

因为,从X=0,Y=0到X=20.Y=10.刀具会逐渐向左侧移动。(因为上面程序中指定G41 )
移动多少?
由操作者在机床半径补偿界面中 输入的对应的刀具半径值来决定偏移量(正值)

比如D10的铣刀,
半径补偿界面中输入对应刀具半径值即5,那么会像左侧移动5mm,
如果你输入4,那么就会移动4mm ;
输入0,那么就会移动0mm (此时就刀具中心在X20,Y10了,意味着没有补偿了);
输入-5,那么就会向左侧移动-5mm ,换句话说向右侧移动了5mm;
好了,上面分析建立半径补偿的过程1,程序中要指定刀具半径补偿指令,2,操作者在机床半径补偿界面中输入补偿数值。
分析到这,请注意,一定要注意,我上文中的一句话:
从X=0,Y=0到X=20.Y=10.刀具会逐渐向左侧移动。
从X=0,Y=0到X=20.Y=10 这两个坐标点非常重要,
也就是说,在建立半径补偿之前程序段中X,Y值,与建立半径补偿中的X,Y值。
这两点的垂直距离至少有一个要大于刀补中的补偿量。
注意:开始补偿阶段需要在G00或G01状态下补偿,(不能在G02或G03指令下补偿,不然机床报警);
2、 补偿阶段

在补偿阶段,机床系统会预读下面两程序段(即N3和N4程序段),从而判断补偿的矢量方向。
所以建议G41或G42补偿后面的两个程序段不能都有Z值。
比例下面这个例子:


半径补偿从N3段开始建立的时候,数控系统只能预读其后的两段程序段,
而N4,N5两段程序都为Z轴移动(系统无法判断下一步补偿的矢量方向,
N3段程序执行后刀具轨迹发生了变化,不在是原来的P点,而是P1点(刀具中心点),然后向P2交点移动(逐渐补偿),因此如上图产生过切。
如何修改?

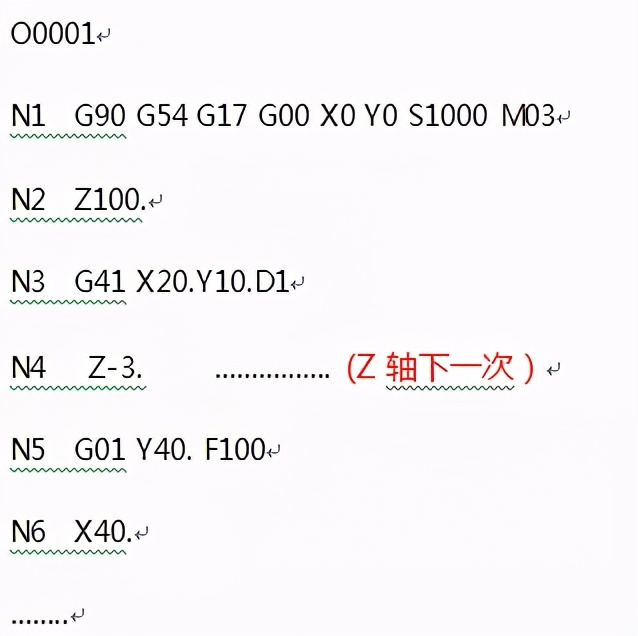

补偿之前设置不干涉辅助点或Z轴下降一次或三轴同时下
3、取消补偿
取消刀具半径补偿指令为G40, 也必须在G00或G01状态下,不能在G02或G03指令下取消。

取消半径补偿是从N7程序段开始的,(N7G40G00X0Y0)
从N6程序段的终点开始,到N7程序段中的X=0,Y=0为结束点,刀具中心回到(X=0,Y=0) 点。
且就分享这么多,希望给大家一点启发,能够深入学习 提升自己的解决问题能力。
军哥的编程课程不讲高大上,刁难深,一切从实际工作出发,让你系统学习我最实战的编程技能,提升你的专业技术水平,为你加薪升职助力!
近期微信公众号文章:
邹军:数控编程的高级玩法,让数控程序“智能化”
邹军:通过数控宏程序实现刀具寿命管理(二)
邹军:如何修改FANUC 系统参数
邹军:数控宏程序编程,三角函数的应用案例
邹军:数控宏程序入门知识(IF ….. GOTO 语句的应用案例)
邹军:从改变切削参数提高加工效率到数控编程,分享我的一些方法
邹军:掌握少数人才拥有的数控编程方法,能让你很快成为高手
邹军:8字油槽的编程方法
邹军:这样编写数控程序能让你提升产品质量,降低刀具费用!
版权不限,欢迎转发分享
转发后,请私信我微信,回复2021
送我近期写的《切削参数与编程策略》资料礼包
【编程提效 从0到1实战指南】
点击下方卡片,关注邹军
获得更多行业干货

